Shot blasting, or abrasive blasting, is an essential part of most steel mill, metal finishing and foundry operations and has been an established finishing technique since the late 1800’s. It is a mechanical method of propelling abrasive using a centrifugal wheel to remove surface contamination, scale and other impurities from the surface of steel applications, like structural steel including massive bridge girders and heavy construction equipment, large weldments, plate steel, bar and wire steel and foundry castings. In general, blasting prior to finishing serves three primary purposes: it cleans and descales surfaces, adds texture to enhance paint adhesion, and if done properly reduces maintenance costs by increasing coating life.
Applications:
- surface preparation prior to painting, bonding or other coating operations
- removal of rust, scale, sand, or paint from fabricated components
- roughening of industrial gas turbine engine component surfaces in preparation for thermal spray coating
- removal of burrs or edge profiling machined components
- providing a matte cosmetic surface finish on consumer products
- removal of mold flash from plastic components
- surface texturing of tooling, and molds to alter the appearance of molded or stamped products


ABRASIVE GRIT BLASTING
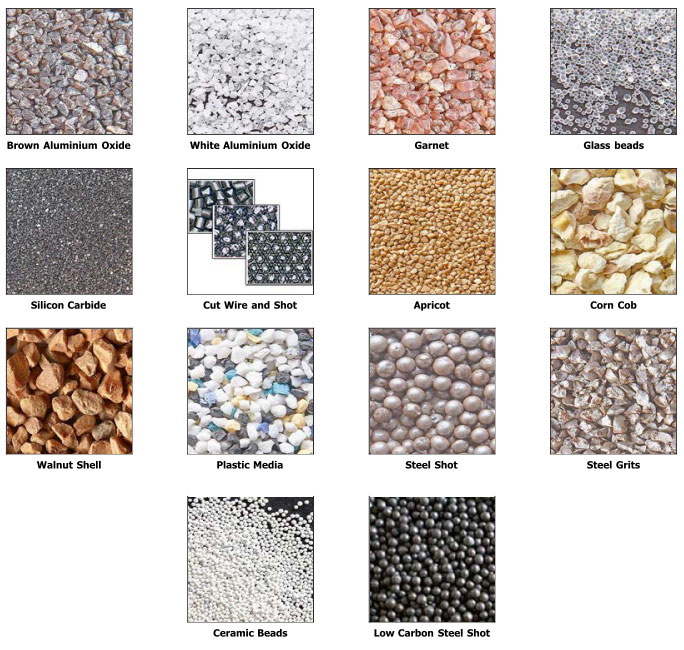
Abrasive grit blasting, or sand blast cleaning, is a surface treatment process widely used in a variety of different industries with many diverse purposes. Abrasive blasting is the process by which an abrasive media is accelerated through a blasting nozzle by means of compressed air. The abrasive used varies based on the surface treatment required. Common abrasives used include:
- Steel shot
- Steel grit
- Glass bead
- Crushed glass
- Aluminum oxide
- Silicon carbide
- Plastic
- Walnut shell
- Corn cob
- Baking soda
- Ceramic grit
- Copper slag
Media selection is a crucial decision in the engineering of abrasive blasting processes. The different media types have different hardness, shape, and density, and each is available in a wide range of particle sizes. Many times it is necessary for sample processing to take place to lock in the final media type and size. The equipment used to perform the sand blasting process varies through industry; there are hand cabinets, dedicated automatic high production models, and completely robotic systems with closed loop process controls. The type of machine utilized depends on the surface treatment applied as well as the end use of the component.
Traditionally abrasive grit blasting has been considered a “low tech” process, generically called sand blasting. Today, however, abrasive blast cleaning is a vital process used not only to remove rust, but to prepare surfaces for high performance coatings or to treat final products to give them the luster and surface texture desired by the retail consumer.